
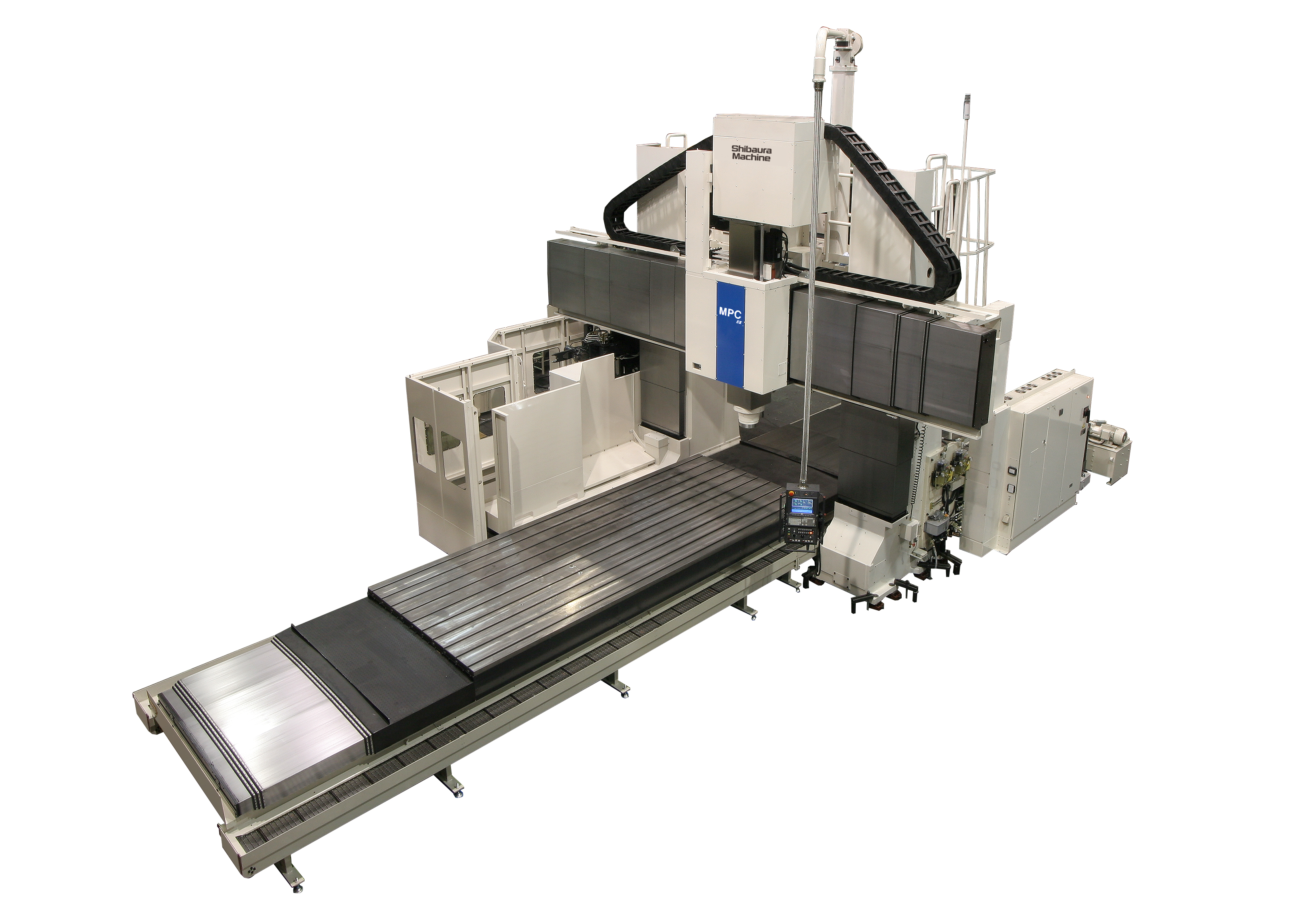


MPC-EII Series
Double Column Type Machining Center MPC-EII Machine
Crossrail-Elevated Double Column Type Machining Center MPC-EII Series developed with Advanced Technologies
X Stroke - Metric (mm)
Y Stroke - Metric (mm)
Table Size (WxL)- Metric (mm)
Max Load - Metric (Kgs)
Spindle RPM Metric
| Distance Between Column inch(mm) | 81.9 / 101.4 / 120.9 / 140.4 (2100/2600/3100/3600) |
|---|---|
| Height inch(mm) | 68.2/85.6/87.7 (1695/1750/2250) |
| X Stroke inch(mm) | 175.5 ~ 351.0 (4500 ~ 9000) |
| Y Stroke inch(mm) | 113.1/132.6/152.1/171.6 (2900/3400/3900/4400) |
| Z Stroke inch(mm) | 35.1 (900) |
| W Stroke inch(mm) | 39.4/59.0 (1000/1500) |
| Spindle (RPM) | 4000/6000 |
| TABLE size inch(mm) | 70.8 x 157.4 ~ 122.0 x 315.0 (1800 x 4000 ~ 3100 x 8000) |
| Max. load lbs(kg) | 44000 ~ 88000 (20000 ~ 40000) |
| ATC Tool Pod | 60 |
| Control | FANUC |
RAM-type Spindle Head (Attachment change capable)
The thick, 14.96”-square (380mm-square), ram is hardened and ground with high accuracy on straightness, squareness and parallelism.
393 ipm (10,000 mm/min) X, Y and Z-axes Feed Rate
With a maximum feedrate of 393 ipm (10,000mm/min) for high-speed axis feed, actual idle time is minimized for greatly improved productivity.
Table Lubricant Oil Cooling unit
The bed is made of cast iron, having rationally arranged ribs to completely support the table. Additionally, a thermally symmetrical design and a standard equipped lubricant oil cooling unit contribute to minimize thermal distortion to realize a high thermal-rigidity structure
Spindle Head cooling unit
Use of highly effective spindle head cooling unit for stabilized high accuracy cutting operations.
Z-axis thermal displacement compensation function (Optional)
This function monitors the spindle temperature and compensate value of Z-axis coordinates.
Direct Table Change type Automatic Workpiece Changer (DTC/AWC) (Optional)
For the conventional APC (pallet changer), pallet loading in layers on the pallet base were transferred. This MPF series machine allows the table to directly ride on the machine bed to increase the machine rigidity and accuracy.
Automatic measuring RENISHAW probe (Optional)
This unit consists of a radio touch probe made by Renishaw, a standard measuring software designed by Shibaura Machine and calibration block for checking compensation value of touch probe
Automatic Tool setting RENISHAW probe (Optional)
This unit consists of a Renishaw probe to measure tool length and compensate value of tool offset